
Optimize and Protect Cracked Gas Compressors with Smart Automation Technology
The cracked gas compressor is the single most critical piece of equipment in an ethylene plant. This asset can cost as much as $50 million and operates 24/7 under demanding conditions. Because it has no backup, ethylene producers know that if their cracked gas compressor trips – whether the trip was caused by excess vibration, a surge, an instrument malfunction or other problems – their entire process may be brought to a halt for up to a week.
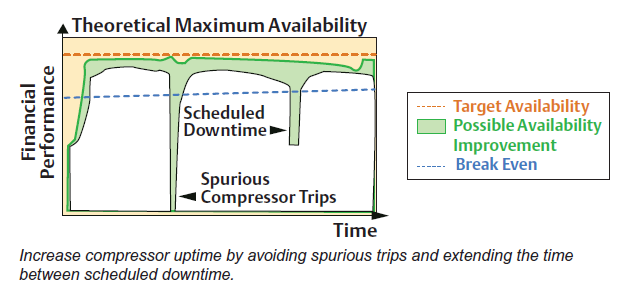
Compressor operation must be fine-tuned to maximize performance and to reduce spurious trips that result in downtime and unnecessary maintenance. By increasing operating efficiency, boosting unit availability and production, and reducing maintenance costs, producers can increase their ethylene plant’s throughput to meet market demands. But a number of challenges lie between the producer and attaining those goals.
Challenges
Results of an olefin compressor reliability survey presented at the 2008 Ethylene Producers’ Conference highlight several of these issues. Producers named instrument problems as the biggest cause of compressor trips. The ethylene production process itself is inherently tough on such devices. Probes become dirty and are subjected to extreme temperatures. This can result in measurement inaccuracies (i.e., drift) in temperature, flow, and pressure signals from the process – all vital information used to calculate the proximity to the compressor’s surge line and its safe, optimal operating capacity.
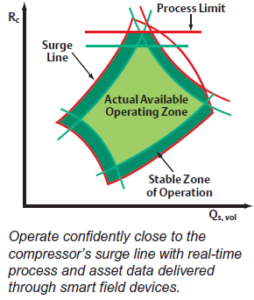
When instruments drift – even by as little as 1 percent – operators can’t accurately assess actual compressor flow. Drifting instruments result in a reading that deviates from reality. If the reading is too low, it could activate the anti-surge system, leading to production loss. If the reading is too high, the operation could be closer to your surge line than operators think and the compressor can start to surge. This is likely to lead to compressor damage – and potentially extended downtime. Without confidence in instrument readings, operators afraid of causing a surge will run their compressors further away from their surge line. This prevents optimal operation and causes unnecessary energy consumption.
The 108 ethylene plants polled in the survey, which are responsible for 62% of the world’s production, named compressor fouling as the second most frequent cause of compressor failure. The inevitable fouling of compressor blades by the cracked gas they process leads to blade imbalance which causes excess vibration and compressor trip.
Blade fouling also causes energy efficiency losses as great as 1%. For turbo-machinery that can use up to 70 megawatts of power, this translates into annual losses of $300K. This is a controllable loss, but the decision to wash fouled blades to gain energy efficiency or to stop vibration must be an informed one or operators risk poorly timed maintenance that unnecessarily reduces throughput.
Surveyed producers also identified mechanical problems as causing the longest tripped compressor downtime. Operators need reliable, predictive diagnostics about machinery health to detect shaft misalignment and cracks, coupling failure, and bearing oil instability so they can act quickly to avoid a compressor trip or worse, a catastrophic failure.
Should the compressor trip, operators have a 10- to 30-minute window during which they must assess the trip’s cause and determine whether it’s safe to restart the machine. After that, the rest of the plant will move too far from its normal operating conditions and the process will be saturated. A compressor shutdown has a domino effect on the rest of the plant that can necessitate product flaring and even a full-plant shut down for up to a week.
Spurious trips can be problematic, but a compressor surge must be avoided at all costs. Operators must rely upon the reaction time of the compressor’s anti-surge valve, which utilizes a dedicated control system, to both optimize process operations and react quickly and accurately to prevent surge. In the case of an emergency, the anti-surge valve may have to travel up to 20 inches within .75 seconds. Unless it is very tightly controlled, such a large stroke in a short time could cause the valve to overshoot.
Because this important turbo machinery rotates at very high speed, the situation degenerates rapidly when things start to go wrong. The control room needs an API 670 compliant machinery health protection system to ensure safe shutdown of the compressor train to protect assets and personnel and to minimize flaring.
Solutions
Contemporary automation technology lets ethylene producers meet these multiple challenges head-on. Plant operators can safely maximize throughput, gain energy efficiencies, and reap maintenance cost savings by using a combined automation strategy that includes a smart digital machinery health and asset management system, a robust, high-performance anti-surge valve, and reliable, accurate instruments.
Machinery health monitoring and asset management
Producers can benefit by using a machinery health and asset management system that integrates protection capabilities with predictive diagnostics and performance monitoring to improve compressor availability, protect this valuable asset, tighten energy efficiency, reduce maintenance costs, improve throughput, and decrease environmental costs.
The field-based diagnostics provided by these systems give operators the ability to recognize faults many months in advance and to prevent excess vibration, mechanical breakdowns, and compressor trips. Whether it’s a shaft misalignment, a cracked shaft, a coupling failure, bearing wipe, oil instability, excess imbalance or blade fouling, operators and maintenance staff have the information they can use to take corrective actions. This reduces maintenance and improves throughput, and if a trip can be avoided because of early machinery health information, it provides real machinery health protection – safeguarding the plant’s bottom line.
If a trip does occur, the monitor delivers a rapid transient analysis of all vibration waveforms collected before, during, and after the event. Its ability to analyze and replay the event assists with the diagnosis of the mechanical problems that led to the trip. Operators can quickly determine whether the machine suffered a severe mechanical problem and can assess whether it can be restarted before other plant areas are adversely affected.
These monitors prevent false machine trips by monitoring sensor health and by networking with intelligent field instrumentation tuned to automatically recognize bad cables and sensors, adjust trip logic, and notify operators so action can be taken.
In addition, the technology helps plants avoid catastrophic failure by continuously measuring critical information about machinery operation, including relative and absolute vibration, thrust position, case and differential expansion, shaft eccentricity, temperature, and speed. Through the application of these measurements, the system conforms to API 670 machinery protection standards for compressor trains and allows for the safe shutdown when unsafe operating modes occur. Critical assets and personnel are protected, flaring is minimized, and insurance requirements are met.
The performance advisor feature of this automation technology allows for the lower operational cost through improved process control and energy use. Operators can view key performance indicators – such as compressor efficiency, blade fouling, heat generation, power consumption, and operating costs – to easily see if the compressor train is running within its optimal operating window. They can even drill down to check the performance of specific compressor sections and compare actual-to-design (expected) efficiency. In addition, automation partners experienced with this tool can tune the performance advisor system to accommodate seasonal or operational variations that affect the process.
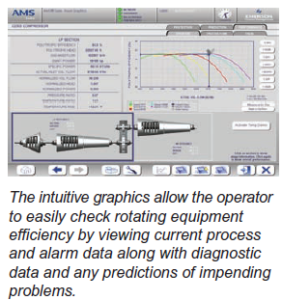
Contemporary machinery health and asset management technology can be easily integrated into an existing control system. Because they provide native systems with intuitive graphical interfaces presented in a format ethylene plant operators recognize, they can make fast, accurate decisions. For example, when operators perform an online water wash in response to compressor fouling, they receive real-time feedback about performance increases as well as machinery health monitoring data alerting them to blade cracking which can commonly occur during this sensitive process. The machinery health and asset management data covering the 4P’s of machinery monitoring – Protection, Prediction, Performance, and integration with Process – is made available directly from the plant’s existing control system through user-friendly screens, and without the need for extra engineering.
Anti-surge valves
Because of the critical role the anti-surge valve plays in preventing surge, it is the most important valve on the ethylene plant’s most important asset. The best control valves today have been engineered to be accurate, reliable, and to respond quickly. These smart valves also have built-in features that protect this critical asset and ensure that it performs accurately under the most demanding conditions.
Optimized anti-surge valves:
- have an air-cushioned actuator that tightly controls deceleration to protect valve and actuator components;
- are specially designed to reduce noise by up to 40 dBA and to protect the compressor and piping system from damaging vibration;
- have fine control and rapid, accurate stroke response to prevent the surge;
- deliver diagnostic information that uncovers problems such as dirty instrument air, actuator and tubing leaks, insufficient air supply, I/P integrity, and worn-out instrument elastomers – all without the need to move the in-service valve;
- capture additional diagnostic data – while the valve is moving – to determine potential valve blockage, plug binding, broken or loose linkages, poor calibration, or valve friction issues.
These multiple features deliver confidence to operators who know they can rely upon the valve to perform when needed, as they operate as close to the surge line as possible. The larger the cracked gas compressor, the greater the operational costs savings.
And because downtime equals lost production, it’s important to note that these valves can be easily commissioned, tuned remotely within minutes, and require only half the usual actuation accessories compared to most traditional systems. When there are problems with the valve, the performance diagnostics will help operators quickly diagnose the root cause.
Intelligent, accurate instruments
Smart digital instruments can assist ethylene producers by delivering accurate, integrated pressure, temperature, and flow data critical data for efficient and safe operation close to the surge line. Today’s intelligent devices bring reliability, repeatability, and stability to this process.
The calculation of your position relative to the compressor’s surge line is only as reliable as the data it’s calculated with. Precise flow calculations are possible with data delivered from a number of robust, smart instruments available that offer advanced diagnostic capability, rapid operating speed, and hot backup.
- Smart flow meters – Using the latest generation of innovative flow meters on your compressor makes a big difference. Devices with a very high-speed update rate of 22 times per second are now available. They provide rapid insight into surge line proximity. In addition, statistical process monitoring and advanced diagnostics allow for rapid identification of flow reversal, alerting the process operator to problems with the anti-surge control system.
- Integrated flow meter with a conditioning orifice plate – For installations with insufficient space for piping, flow conditioning orifice plates are available. This device requires a much shorter length of pipe for accurate measurement than a conventional orifice plate (2x pipe diameter upstream and 2x pipe diameter downstream). Enhanced control is also enabled through the flow correction provided by this device. It measures differential pressure, temperature, and operating pressure to arrive at the volumetric flow.
- Temperature transmitters with hot backup – The redundant temperature measurements taken by this device automatically detect instrument drift or failure. Its inherent hot backup feature allows operators to switch control or monitoring to the healthy sensor without the need to shut down the process to replace the device.
Conclusion
Ethylene producers who strategically apply contemporary automation technology to their cracked gas compressors can address a number of widely recognized operational challenges and safely increase plant performance to run as close to their compressors’ design limits as possible while protecting their single most valuable and critical asset.
Operators using these tools can be confident of their compressors’ limits and gain good visibility into their process. The operator alerts and accurate machinery health and process data delivered by these systems provide quick and easily accessible information about machinery damage, compressor fouling or the potential for other mechanical problems. In addition, real-time data provided about the compressor’s performance further helps operators by letting them know when performance is starting to degrade so they can take action.
Today’s technology lets operators understand the true limits of their compressors and gives them the confidence to make decisions that will safely maximize production levels so they can achieve their end goal: run close to – not over, not under – their limit.